
Frezen is een ontzettend belangrijke verspanende techniek. In deze gids zetten we alle soorten freesgereedschappen en technieken op een rijtje.
Inhoud
Wil je alles te weten komen over verspanende technieken zoals frezen, boren, tappen, ruimen, verzinken? Download GRATIS onze verspaningsgids !

De frees wordt met behulp van een houder in de kop van de freesbank geplaatst. De frees gaat roteren en tegelijkertijd beweegt de kop (of tafel) van de freesmachine zich in een lineaire richting. Op deze manier kan je profielen, uitsparingen en gaten in een (metaal) product aanbrengen.
Freesbanken zijn tegenwoordig veelal computergestuurd. Dit noemen we CNC-frezen. Een vooraf gemaakt CAD-ontwerp wordt doorgestuurd naar de CNC-freesmachine. Na het instellen van de correcte parameters wordt het ontwerp automatisch vervaardigd. Hierdoor wordt het mogelijk heel precies te gaan werken. Grote series vervaardigden wordt op deze manier een stuk efficiënter en eenvoudiger.
Freesprocessen en technieken
Bij het verspanen met frezen kunnen heel wat verschillende vormen gerealiseerd worden door diverse freestechnieken toe te passen. Deze kunnen we ruwweg opdelen in 3 categorieën:
- Omtrekfrezen (contourfrezen): hier gaat de frees rondom het te bewerken product materiaal gaan verwijderen.
- Vlakfrezen: de frees gaat loodrecht op het te bewerken product bewegen en materiaal verwijderen.
- Boren: met een freesmachine kan je ook gaten boren.


Het is goed om weten dat er sprake kan zijn van meelopend of tegenlopend frezen. De freesrichting kan een belangrijk verschil maken.
Soorten frezen
Er bestaan heel wat verschillende soorten frezen. We kunnen een eerste grote indeling maken op basis van de vorm van de freesgereedschappen: deze kunnen bestaan uit 1 geheel of wisselplaten.


Freesgereedschappen uit 1 geheel
Dit zijn cilindervormige frezen met vertandingen. Bv.: vingerfrezen, spiebaanfrezen, ruwfrezen enz… Het zijn dus monoverspanende snijgereedschappen. Ze zijn uit één geheel gevormd. Net zoals bij spiraalboren zijn ze verkrijgbaar in verschillende maten en uitvoeringen.
We onderscheiden in hoofdzaak volgende soorten:
- Vingerfrezen
- Spiebaanfrezen
- Ruwfrezen
- Radiusfrezen
- Stiftfrezen
Freesgereedschappen met wisselplaten
Deze frezen hebben verwisselbare snijkanten die we wisselplaten noemen. Je kan ze in allerhande maten, vormen en soorten verkrijgen. Zo kan je de frees gaan ombouwen voor verschillende toepassingen. Wanneer er sprake is van slijtage kan je de plaatjes draaien omdat ze voorzien zijn van meerdere snijkanten. Als de plaatjes volledig versleten zijn kan je ze gemakkelijk vervangen.
Ga je frezen kopen? Hou ook rekening met de materiaalsoort waaruit de frees vervaardigd is evenals het aantal lippen.
Vingerfrezen
Vingerfrezen staan ook bekend als universele frezen. Ze zijn zowel geschikt voor contourfrezen als ondiepe sleufbewerkingen.

- Het centrum van de vingerfrees is lager gelegen dan de snijtanden.
- Deze frezen worden zowel gemaakt in HSS-E, PM als VHM-uitvoering.
- Worden gebruikt om te verspanen in een horizontale richting.
- Geven een goede stabiliteit.
- Hogere productiviteit dankzij hogere voeding.
- Geven een mooi glad oppervlak.
- Vingerfrezen zijn meestal 4-lippig.
- Vanaf een bepaalde diameter komen ze ook voor in uitvoeringen met 5 of 6 lippen.
Tip: Een 4-lippige frees verandert vanaf een diameter van 20 mm naar een 5- of 6-lippige frees.
Vingerfrezen zijn niet altijd centrumsnijdend. Maar wat houdt dat nu juist in? Wanneer een frees niet centrumsnijdend is, is het voor de frees niet mogelijk om rechtstreeks te boren in het materiaal en zich vervolgens verder te bewegen. Er wordt dus omheen het materiaal gewerkt (contourfrezen).
Tegenwoordig zijn heel wat vingerfrezen wél centrum-snijdend en laten ze dus toe om wél te boren. In dat geval kunnen ze vertrekken vanuit het centrum van het materiaal, boren, en vervolgens de freesbewegingen maken.
Spiebaanfrezen of 2-lippige frezen

Voor we uitleggen wat spiebaanfrezen zijn, lichten we eerst even toe wat een spiebaan is. Spiebanen zijn uitsparingen die aangebracht worden in de lengte van een as met als bedoeling een spie te kunnen plaatsen om zo een roterende beweging over te brengen worden van de éne as op de andere (bv. een kettingwiel). Deze uitsparingen worden gefreesd met spiebaanfrezen. Deze staan ook wel bekend als 2-lippige frezen.
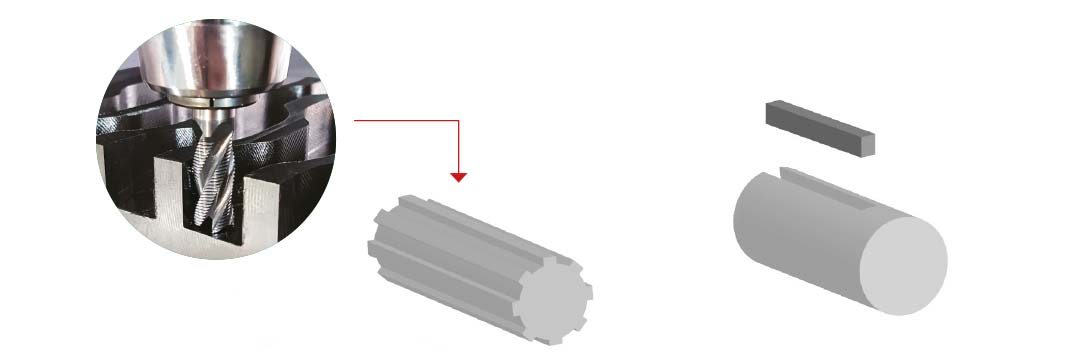
Spiebaanfrezen kunnen boren en zijn centrumsnijdend. Daar is een goede reden voor. In sommige gevallen mag de aangebrachte spiebaan niet lang zijn, en ligt deze in het centrum van de aslengte (Bv. om een verzwakking van de as te voorkomen). De spiebaanfrees moet dus kunnen boren en vertrekken vanuit het materiaalcentrum.
- Een spiebaanfrees gebruiken we voor het aanbrengen van spiebanen.
- Spiebaanfrezen zijn centrumsnijdend.
- Deze zijn 2-lippig.
Ruwfrezen
Ruwfrezen worden ingezet bij de voorbewerking van materialen. Dit houdt in dat deze frezen vooral snel en veel materiaal moeten verwijderen. Dat hebben ze te danken aan de typische vertandingen (spaanbrekers) die we bij dit type frees terugvinden.

- Je kan grote volumes materiaal verspanen met ruwfrezen.
- Het vermogen van de machine wordt minder belast.
- Bij grovere vertandingen is de levensduur kort.
- Met ruwfrezen zal het bewerkte oppervlak ruw zijn waardoor nabewerking noodzakelijk is.
De vertandingen gaan brede spanen verdelen in kleinere spanen. Deze frezen hebben dus een grotere verspaningscapaciteit dan andere freestypes zonder vertanding. Je kan ze verkrijgen in 3 uitvoeringen: coarse (grof), fijn en extra fijn.
Voorruwfrezen en fijn-ruwfrezen
We kunnen 2 soorten ruwfrezen onderscheiden met elke specifieke kenmerken:
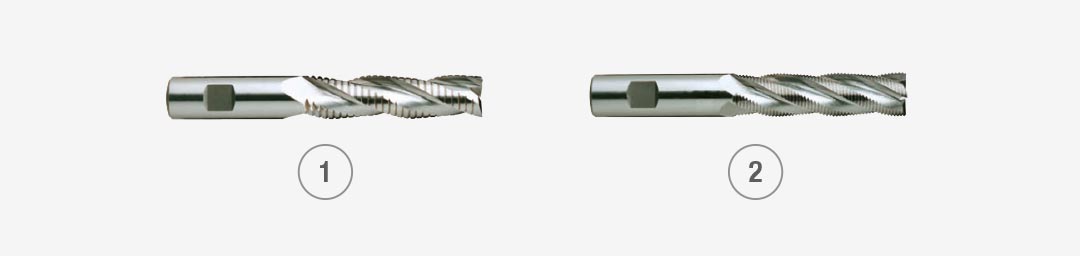
- Voorruwfrezen: gaan we vooral gebruiken om snel materiaal te verwijderen én wanneer de kwaliteit van het oppervlak minder van belang is.
- Fijn-ruwfrezen: hebben eveneens een hoge verspaningscapaciteit. Het verschil met voorruwfrezen is dat ze een betere oppervlaktekwaliteit afleveren. Daarom wordt de fijn-ruwfrees regelmatig voor zowel voorbewerkingen als eindbewerkingen ingezet.
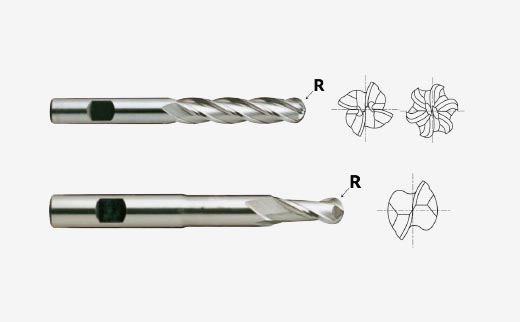
Radius frezen
Een radius frees, ook wel bekend als oliegroeffrees, heeft een halfronde top. Ze worden gebruikt om afgeronde hoeken te frezen. Zo’n radius frees wordt vaak benut bij de bewerking van bv. mallen, matrijzen en materialen met complexere oppervlakken. Er bestaan radiusfrezen met 2,4 en 6 lippen.

Stiftfrezen
Stiftfrezen worden gebruikt voor het frezen van contouren en lasnaden, evenals kanten (schuinkanten/afronden), ontbramen en het veranderen van geometrieën. De schacht van een stiftfrees bestaat uit HSS terwijl de kop van de frees vervaardigd is uit volhardmetaal (VHM).

- Single cut stiftfrezen
Bij heel wat fabrikanten zijn de stiftfrezen standaard enkel-snijdend. Dat wil zeggen dat de frees eerst moet opgetild worden wanneer deze klaar is met 1 richting. Pas dan kan gestart worden met een volgende richting. We spreken van single cut stiftfrezen:
- Voor de bewerking van hooggelegeerde staalsoorten zoals bv. RVS.
- Zeer precies en gecontroleerd werken dankzij de enkelvoudige vertanding.
- Je kan maximaal in 1 richting werken.
- Dubbel cut of diamond cut stiftfrezen
Stiftfrezen zijn ook beschikbaar in dubbel cut of diamond cut. Deze kan je wél in beide richtingen gaan gebruiken:
- Voorzien van zeer robuuste vertanding.
- Geschikt voor normaal en zware freestoepassingen.
- Langere levensduur en tot 40% meer materiaalafname.
- Je kan in beide richtingen werken.
- Alu-cut stiftfrezen
We kunnen nog een 3de categorie onderscheiden. De zogenaamde alu-cut stiftfrezen. Deze worden ingezet voor kunststoffen, aluminium, koper en zachtere materiaalsoorten.
- Speciale stiftfrezen met uiterst grove vertanding.
- Dankzij grove vertanding zeer goede spaanafvoer bij zachte materialen.

Schroefdraadfrezen
Hoewel tappen de meest gebruikte verspanende techniek is om een schroefdraad aan te brengen, kan je ook een schroefdraad aanbrengen met een freestechniek namelijk draadfrezen. Hiervoor bestaan speciale frezen die we schroefdraadfrezen noemen.
Bij draadfrezen wordt de schroefdraad aangebracht in het materiaal d.m.v. een cirkelvormige spiraalbeweging die de frees zal maken. De schroefdraad wordt in één omwenteling vervaardigd (in tegenstelling tot tappen).

Frezen kan de meest productieve techniek zijn om een schroefdraad aan te brengen bij
een aantal toepassingen zoals bv:
- Een hoekzone.
- Bij asymmetrische of niet-roterende werkstukken.
- Materialen die mogelijk problemen kunnen veroorzaken bij het breken van de spanen of de spaanafvoer.
- Taaie materiaalsoorten.
- Dunwandige materialen.
- Schroefdraad aanbrengen bij dure materiaalonderdelen: Een schroefdraadfrees kan verwijderd worden bij breuk, dit is niet het geval bij een tap.
- Schroefdraad aanbrengen bij blinde gaten, of dicht bij het bodemgebied.
- Wanneer het snijgereedschap een gelijktijdige beweging moet kunnen maken in de X-Y en Z richting.
Types schroefdraadfrezen
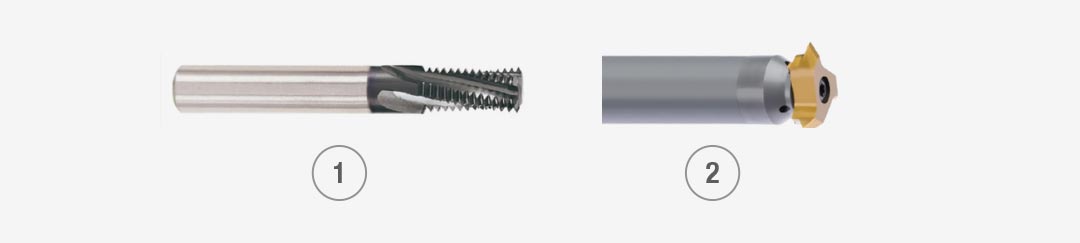
- Schroefdraadfrezen met meerdere rijen (monoverspanen)
- Wanneer je een schroefdraad wil draaien in één enkele 360°-draaibeweging.
- Indien je met één snijgereedschap zowel wil draadsnijden als aanschuinen.
- Wanneer je met één snijgereedschap meerdere schroefdraadmaten moet aanbrengen. (Mits de spoed hetzelfde is).
- Schroefdraadfrezen met enkele rij (modulair verspanen)
- Voor inwendige schroefdraad: medium tot groot.
- Voor uitwendige schroefdraad: groot, voor asymmetrische materialen.
- Bij het produceren van kleine series evenals gemengde producties.
- Bij een povere stabiliteit. (bv.: frezen van een schroefdraad in dunwandige materialen.
- Bij toepassingen die een laag vermogen vereisen.
- Bij toepassingen waar dezelfde wisselplaat voor diverse spoed-waardes moet gebruikt worden.
Aansluitingen bij frezen
De meest voorkomende aansluitingen bij frezen zijn de cilindrische aansluiting en de weldon-aansluiting. De draadopname, ook wel Clarkson-opname genoemd, is bijna volledig verdwenen.

Voor cilindrische freesgereedschappen bestaan er krimphouders of houders met spantangen, al dan niet hydraulisch. Deze met een weldon opname worden met een inbus bout vastgezet in een weldonhouder.
Hoewel de cilindrische opname in de meeste opzichten de interessantste is, biedt ook de weldonopname bij bepaalde toepassingen een aantal voordelen.
VOORDELEN WELDON-AANSLUITING
- Deze frezen zitten veel vaster dan bv. een aansluiting met een spantang.
- Weldon-aansluitingen kan je ook in een spantang bevestigen.
- Is nog beter bestand tegen zware zijdelinge belasting en wordt daarom vooral gebruikt bij het ruwen.
NADELEN WELDON-AANSLUITING
- Voor elke andere freesdiameter heb je een andere houder nodig.
- Door het vastzetten m.b.v. 1 zijdelingse schroef zal de frees niet 100% in het midden staan.
- Iets minder nauwkeurig.
Strategieën bij frezen
Er zijn verschillende manieren om bij het frezen het freesgereedschap in een optimale en zo voordelige mogelijke manier te laten bewegen. Zo onderscheiden we bv. verschillende strategieën zoals de trochoïdaal freestechniek. Het einddoel is steeds hetzelfde, de efficiëntie verhogen en de tijdsduur verlagen. Daarnaast kan ook de freesrichting meelopend of tegenlopend zijn.
