Het correct gebruiken van lintzaagbladen tijdens het zagen levert heel wat voordelen op. Zo kan je de levensduur van je bandzaagblad verhogen en bovendien verloopt je zaagproces veel efficiënter. In deze handleiding bespreken we alle stappen: van het monteren en inlopen van je zaaglint op de bandzaagmachine tot het gebruiken van de juiste parameters.
Inhoud

Een lintzaagblad monteren op je zaagmachine

Voor je begint met het monteren van een lintzaagblad op je bandzaagmachine is het goed om weten dat je best de beschermende strip op de tanden van je zaag laat zitten tot je het zaagblad effectief gemonteerd hebt. Zo voorkom je dat de zaagtanden vroegtijdig beschadigd worden.
Met welke zaken moet je rekening houden bij de montage?

- Staat je bandzaagblad in de juiste snijrichting?
Wanneer je een zaaglint gaat monteren is je eerste werk het controleren van de snijrichting. Zorg ervoor dat je het bandzaagblad met de tanden in de juiste snijrichting monteert. Bij de plaatsing van de bandzaag op de wielen van de zaagmachine mag de rug van je zaaglint de flens niet raken.
- Is het lintzaag recht tussen de wielen gespannen?
Controleer eerst of je deze recht tussen de wielen gespannen is en start dan pas met het instellen van de geleiding van de zijkanten.
- Instellen van de geleiding
Voor de geleiding geldt dat die steeds gelijkmatig en zonder druk moet zijn.
- Plaatsing van de spaanborstels
Vergeet niet de spaanborstels goed te plaatsen. Zo ben je er zeker van dat spanen correct en efficiënt uit de spaankamers verwijderd worden tijdens het zaagproces.
- Spanning van het lintzaagblad
Welke spanning heeft je zaaglint nu nodig? Dat hangt af van de hoogte van je zaagblad.
- Vanaf een hoogte van 27mm: een spanning van 250N/mm2
- Bij kleinere hoogtes: 150 tot 200/mm2
Hoe bereken je de spanning?
De juiste spanning berekenen voor je bandzaagblad is belangrijk om 2 redenen:
- Bij een te hoge zaagspaning kan je bandzaag breken
- Bij een te lage zaagspanning zal je bandzaag scheef zagen en is er veel kans op bandbreuk.
De berekening doe je op basis van deze formule: Hoogte x Dikte x (Gewenste spanning) x 2
Praktijkvoorbeeld: stel, je wil een spanning van 250N/mm2. De specificaties van je lintzaagblad zijn: 34x1,1mm. Je berekent de spanning als volgt: 34 x 1,1 x 250N/mm2 x 2= 18.700N
Opspannen van je werkstuk
Het goed opspannen van een werkstuk is belangrijk. Foutief opspannen kan immers de tanden van je lintzaagbladen beschadigen met tandbreuk als gevolg. Waar moet je nu op letten bij het opspannen van je werkstuk? Hieronder vind je een schema dat je helpt bij het juist plaatsen van een werkstuk.

Parameters om rekening mee te houden bij het opspannen:
- Eerst en vooral moet je ervoor zorgen dat je werkstuk bij het opspannen loodrecht staat ten opzichte van je lintzaag.
- Zorg er ook voor dat je de hardmetaal geleidingsblokken en/of rollagers zo dicht mogelijk plaatst bij het werkstuk dat opgespannen wordt. Maar let erop dat de geleideblokken of rollen geen druk uitoefenen op je lintzaag. Ze moeten (zoals de naam het al zegt) enkel de zaag leiden. Wanneer deze te hard drukken op de bandzaag, zal er extra wrijving ontstaan die extra warmteontwikkeling genereert. Dit leidt vaak tot bandbreuk.
- De tanden van het lintzaagblad moeten voldoende uit de geleideblokken (of rollen) steken.
Hoe span je bundels op om te verzagen?
Als je bundels moet verzagen kies je beter voor een verticale klemming. Een nog beter alternatief is het gebruiken van een bundelklem. Let wel op, een bundelklem gaat de capaciteit van je lintzaagmachine enigszins beperken. Hou er alvast ook rekening mee dat de meeste zaagmachines niet altijd toelaten om in verstek te zagen wanneer je zo’n bundelklem gebruikt.

Hoe loop je lintzaagbladen in?
Waarom moet je lintzaagbladen inlopen? Een gloednieuwe lintzaag heeft vlijmscherpe tanden. De tanden van het zaaglint worden onderworpen aan een bepaalde snijdruk. De zaagtanden moeten eerst geslepen worden tot ze een heel fijne doorsnede hebben. Doe je dat niet dan zal er microscopische schade optreden aan de tanden, en je zaagblad gaat dan veel minder lang mee. Hou er rekening mee dat de inloopprocedures voor bi-metaal en hardmetaal lintzagen anders verlopen. De duurzaamheid wordt dus niet enkel bepaald door de keuze van de bandzagen metaal, maar ook de inloopprocedure en andere parameters.
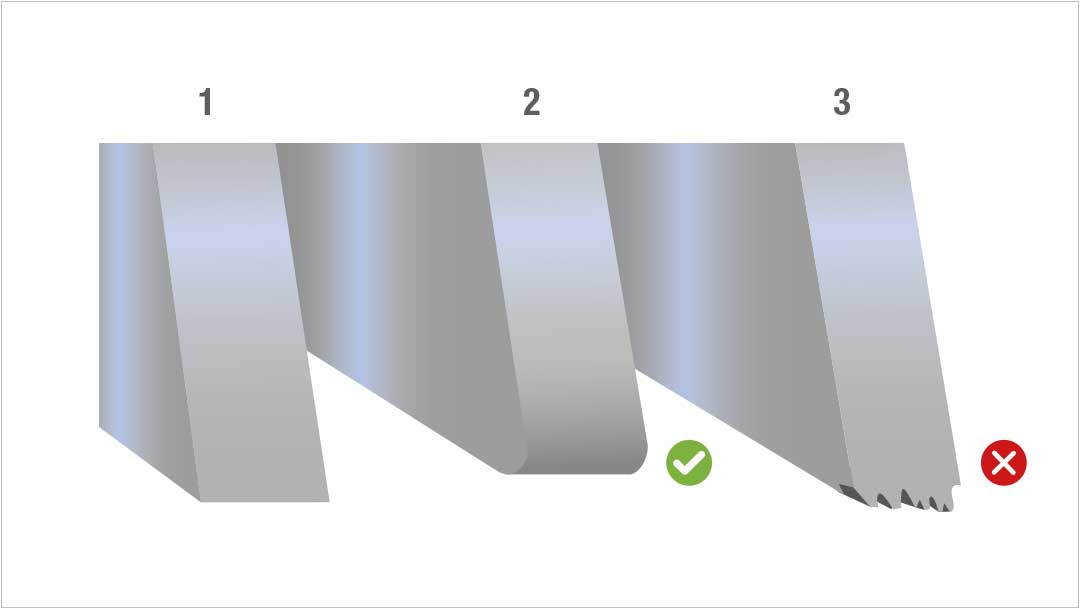
- De zaagtanden bij een nieuw bandzaagblad dat nog niet ingelopen is
- De zaagtand na het correct inlopen van het bandzaagblad
- Resultaat van een niet-ingelopen zaagblad: beschadigde tand
TIP: een nieuw bandzaagblad correct inlopen zal de levensduur van het blad spectaculair vergroten.
Bi-metaal lintzagen inlopen

- Stap 1: Gebruik steeds de juiste bandsnelheid voor de materiaalsoort die je wil verzagen. Je kan onze tabel downloaden om je te helpen bij het selecteren van de juiste snelheid.
- Stap 2: Je dient de voedingssnelheid op het lintzaagblad te reduceren tot een zaagsnelheid die overeenkomt met 20% tot 50% van de normale zaagsnelheid. Bij zachtere staalsoorten is een grotere reductie van de zaagsnelheid vereist dan bij hardere soorten.
- Stap 3: De eerste snede begin je met een verminderde snelheid (A). Zorg ervoor dat de tanden een spaan maken. Van zodra het zaagblad volledig het werkstuk binnendringt kan je de voedingssnelheid licht beginnen verhogen. (B)
- Stap 4: Als je dit gedaan hebt kan je de voedingssnelheid stap per stap beginnen opdrijven over meerdere snijbewegingen tot een normale zaagsnelheid wordt bereikt (150 tot 300cm2).(C)
Hier geldt: hoe zachter de materiaalsoort, hoe groter het oppervlak dat zal moeten verspaand worden voordat de zaag correct ingelopen is.
TIP: Tijdens het inlopen mag je de bandsnelheid lichtjes aanpassen mocht er sprake zijn van storende vibraties of lawaai. Let wel op, zodra het blad is ingelopen dien je de aanbevolen bandsnelheid te gebruiken. Bepaal de snelheid met de overzichtstabel.
Hardmetaal lintzaag inlopen
- Stap 1: Verminder de bandsnelheid tot 70% van de normale snelheid. Dit doe je gedurende de eerste 20 minuten van het inlopen van het zaagblad.
- Stap 2: Verminder de zaagvoeding tot 50% van de normale voeding. Dit doe je gedurende de eerste 20 minuten van het inlopen van het zaagblad.
- Stap 3: Verhoog de zaagvoeding en snelheid stapsgewijs. Dit doe je in ongeveer 4 stappen van elk 10 minuten.
TIP: De snelheid kan je eenvoudig bepalen aan de hand van onze tabellen met een snelheidsoverzicht
Parameters bij het zagen

Bij het zagen is het belangrijk dat elke zaagtand een spaan gaat produceren die de juiste dikte heeft. Volgende factoren spelen hierin een rol: de zaagsnelheid, voedingsdruk en de keuze van de tandsteek (vertanding).
Bepaal eerst de juiste vertanding van het lintzaagblad en begin met de correcte zaagsnelheid in te stellen (op basis van de materiaalsoort van je werkstuk). Bekijk ook of je met koelvloeistoffen of microdoseersysteem gaat werken.
- De bandsnelheid: de snelheid waarmee de bandzaag het werkstuk gaat verzagen. Deze wordt uitgedrukt in m/min. De bandsnelheid wordt bepaald door de hardheid van het te zaagmateriaal en de warmte die vrijkomt tijdens het zaagproces. Algemeen kan je stellen: hoe zachter het materiaal hoe sneller de bandsnelheid die kan toegepast worden.
- De voedingssnelheid: geeft aan hoe snel de lintzaagbladen door het materiaal gaan. De voedingssnelheid wordt bepaald door spaanvorming die je wenst, welke voortkomt uit de bandsnelheid en gekozen vertanding. De voedingssnelheid wordt uitgedrukt in mm/min. Om de juiste snelheid te bepalen kan je hulptabellen gebruiken.
- Voedingsdruk: de kracht die nodig is om door het materiaal te kunnen zagen. Het geeft dus aan hoeveel kracht moet gebruikt worden om de weerstand van het materiaal te doorbreken. De voedingsdruk wordt uitgedrukt in Bar of PSI.
Wat spanen vertellen over je zaagparameters

- Zijn de spannen dun of verpulverd? Dit los je op door de voedingsdruk te verhogen of de bandsnelheid te verlagen
- Bij dikke, blauwe of zware spanen is de voedingsdruk te hoog. Dit kan je oplossen door de voedingsdruk te verlagen of de zaagsnelheid te verhogen.
- Mooi los opgerolde spanen? Perfect! Dat betekent dat je de juiste parameters gebruikt voor je zaaginstellingen.